Follows a strict selection process in order not to compromise on the total quality level of the end product: as safeguarding the consumer is our top priority.
Checking the raw materials
Incoming refrigerated cream tanks
Incoming refrigerated cream tanks
02. PASTEURIZATION
Is carried out in compliance with the strictest rules of best manufacturing practice. continuous monitoring ensures constant recording of temperature and incoming and outgoing pressure.
Pasteurized cream conveyor lines
Pasteurization plant
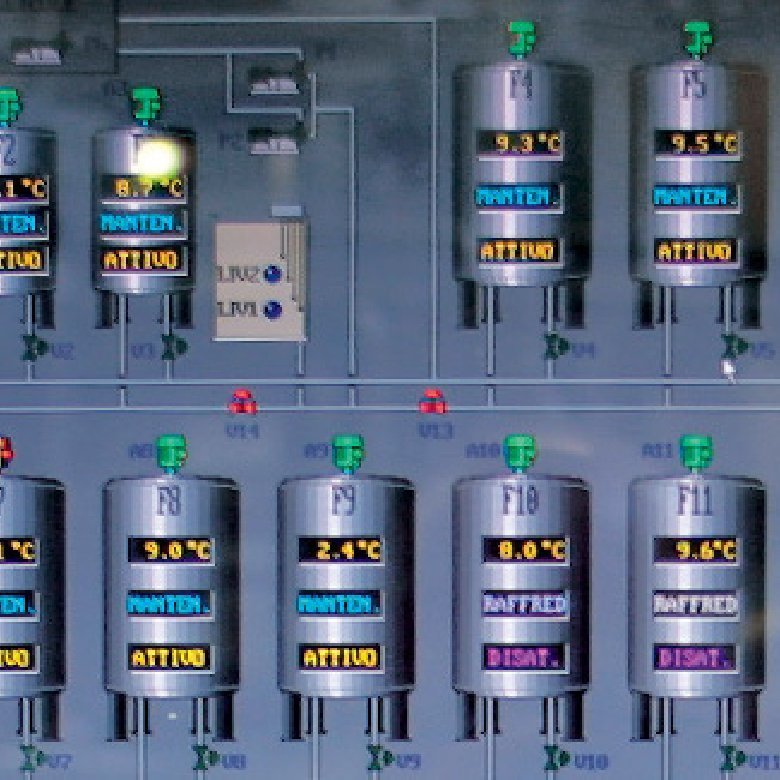
03. THE CREAM RIPENING PROCESS
Begins with the addition of the ferment to the ripening tanks. the cream's chemical/physical parameters are constantly monitored to ensure optimum development of the live milk enzymes.
Pasteurized cream ripening tanks
Detail of the ripening tanks
Ripening tank electronic controller
4. PRODUCTION AND THE NIRS SYSTEM
Direct human contact is prevented throughout the production cycle in order to avoid the minimum risk of bacterial contamination of the product. the NIRS system carefully monitors all the chemical parameters at intervals of only one minute.
NIRS in-line monitoring system (Legal Parameters)
Butter homogeniser
Parameter monitoring by the NIRS system
Churning plants (Kart)
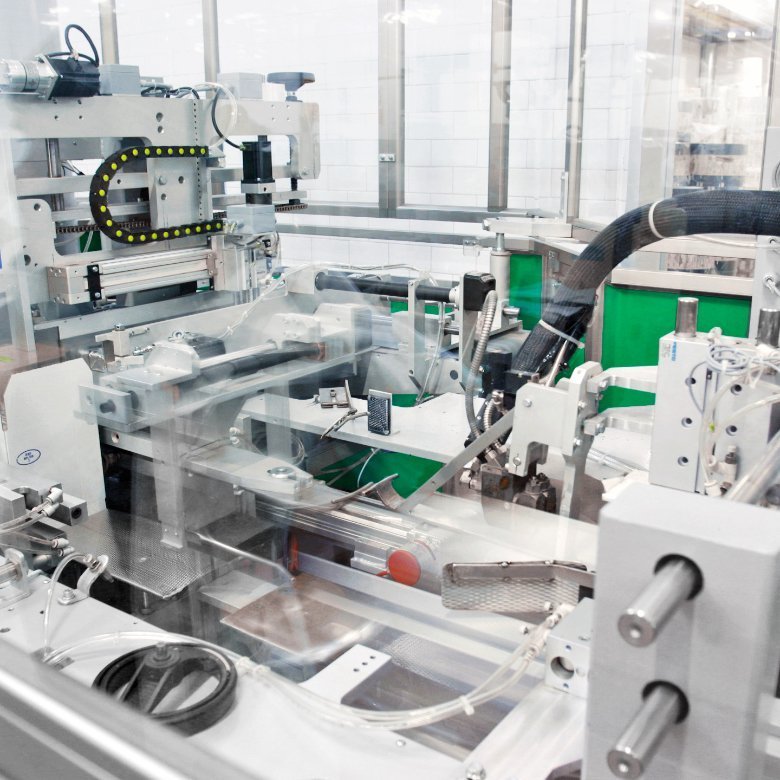
5. THE PACKAGING PROCESS
Is continuous, planned and monitored in every detail. the butter is checked at all the critical points to prevent contamination risks during storage after the churning stage, and during conveyance to the packaging room.
Automatic loading
Packaging room
Close circuit butter conveyor lines
Automatic 250g packaging
6. OUR PACKAGING LINES
Operate at high speed for all the formats. automatic packaging and instant weight control take place in a positive pressure environment where the air is filtered and the temperature is constant.
High-speed packaging machine
Automatic packaging in single-dose 125g batches
Automatic boxing machine
7. QUALITY CONTROL
Is ensured by the observance of strict procedures. the assessment techniques and methods guarantee the maximum chemical and microbiological safety of the packed products at all times.
Quality control laboratory: finished product analysis
Quality control laboratory: microbiological analyses
Chemical analyses
8. PRODUCT STORAGE
Is ensured by the observance of strict procedures. the assessment techniques and methods guarantee the maximum chemical and microbiological safety of the packed products at all times.